
Visión xeral
A máquina-ferramenta CNC é a aplicación integrada de tecnoloxías mecánicas, eléctricas, hidráulicas, neumáticas, microelectrónicas e da información e outras tecnoloxías como un dos produtos de integración electromecánica, nos equipos de fabricación mecánica con flexibilidade, universal, de alta precisión, de alta precisión. equipos de produción automática de eficiencia "flexible", procesará as distintas operacións e pasos necesarios e a forma e tamaño da peza de traballo, con código dixital, a través do medio de control no dispositivo de control numérico, o dispositivo de control numérico para a información de entrada procesamento e cálculo, control de mando do sistema de máquina-ferramenta e compoñentes de accionamento, procesamento automático da peza necesaria. O nivel técnico das máquinas-ferramenta CNC e a súa porcentaxe na produción e na propiedade total das máquinas-ferramentas de corte de metal é un dos indicadores importantes para medir o nivel global de desenvolvemento económico nacional e fabricación industrial dun país. Nos últimos anos, a participación de máquinas-ferramenta CNC nas empresas chinesas aumentou ano tras ano, e foi máis utilizada nas grandes e medianas empresas, e tamén se usa xeralmente en pequenas e medianas empresas e mesmo empresas individuais.
Requisitos do proceso CNClathe
- Cando a peza é procesada por torno CNC, a cantidade de alimentación é grande, a velocidade de procesamento é baixa e o proceso de mecanizado ten carga de impacto debido á superficie irregular da peza.
- Torno de acabado, a cantidade de alimentación é pequena, para garantir a eficiencia do procesamento, a velocidade de procesamento é alta.
- O motor do eixo debe ter baixa velocidade e alta saída de par, e é estable e pode funcionar a alta velocidade.
- A recepción de sinais analóxicos require alta linealidade e baixa interferencia de carga.
- O ruído do motor é pequeno e a interferencia co equipo de automatización do sistema é pequena. Aumenta e reduce a velocidade o menos posible.
Vantaxes dos produtos da serie CNClathe KD600
O inversor vectorial de alto rendemento da serie Kd600 adopta tecnoloxía avanzada de control de fluxo, o par motor a baixa velocidade é grande, a precisión da velocidade é alta, o prezo é razoable, a función está completa, con procesamento de falla de enerxía instantánea e función de seguimento da velocidade e comezar de novo. , para garantir que o sistema para lograr un mecanismo de funcionamento continuo, para garantir que o motor está funcionando no estado de maior eficiencia, polo tanto, usar o inversor vectorial de alto rendemento da serie KD600 en lugar do sistema servo de CA do fuso é a mellor opción para a industria da máquina-ferramenta. O inversor da serie KD600 ten as seguintes características:
- Tecnoloxía única de control magnético débil: pode ser un bo control do motor de torque grande de baixa frecuencia, pode funcionar en 0 ~ 600Hz.
- Velocidade de parada rápida e estable: a tecnoloxía de parada de desaceleración do fluxo magnético pode facer que o motor se desacelere e se deteña nun tempo máis curto.
- Precisión e estabilidade da velocidade: a linealidade da configuración da velocidade é boa, a precisión da estabilidade da velocidade é alta e a flutuación da velocidade está dentro de 5/1000 cando a carga cambia.
- Excelente rendemento en baixa frecuencia: algoritmo de control vectorial optimizado sen PG, baixa frecuencia de 1 Hz ata o 150 % de saída de par nominal, para garantir unha forte forza de corte durante o procesamento en branco.
- Proporciona varios modos de entrada de frecuencia: 2 fontes de tensión 0 ~ 10V ou entrada de -10V a +10V, 1 fonte de corrente 4~20mA ou entrada 0~20mA.
- Ampla gama de aplicacións de tensión da rede: o deseño avanzado da fonte de alimentación de conmutación pódese aplicar a unha variedade de ambientes de rede.
- Proceso de produción exquisito: adopta un proceso de espesamento do revestimento único, o conduto de aire está completamente illado do PCB interno e ten unha forte adaptabilidade ao ambiente físico duro, como o po metálico, o gas corrosivo e a humidade.
- O circuíto de absorción de fugas incorporado reduce moito a descarga eléctrica para o corpo humano cando se carga a carcasa do equipo.
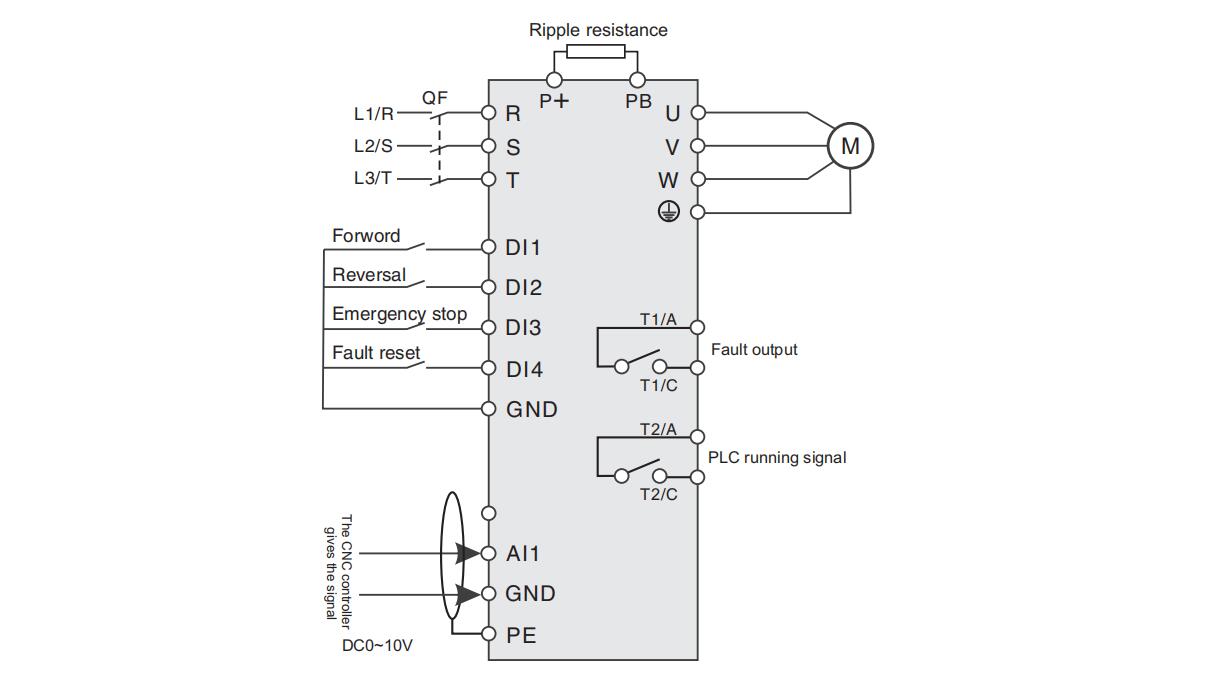
Diagrama de cableado básico
Configuración e descrición dos parámetros
| Configuración de parámetros | Instrucións | Configuración de parámetros | Instrucións |
| P0-03=1 | Sen modo vectorial PG | P4-01=11KW | Potencia nominal do motor |
| P0-04=1 | O terminal externo arranca ou para | P4-02=380V | Tensión nominal do motor |
| P0-06=2 | Dáse a cantidade analóxica AI1 | P4-04=22,6A | Intensidade nominal do motor |
| P0-14=150 | Frecuencia de saída máxima | P4-05=50Hz | Frecuencia nominal do motor |
| P0-16=150 | Límite superior de frecuencia de operación | P1-06=1435 RPM | Velocidade nominal do motor |
| P0-23=1,0 | Tempo de aceleración | P6-00=2 | Saída de fallo |
| P0-24=0,8 | Tempo de desaceleración | P6-02=1 | Convertidor de frecuencia en funcionamento |
| P5-00=1 | Correndo cara adiante | P5-01=2 | Carreira invertida |
| P4-01~P4-06 parámetros do motor, introduza con precisión | |||
Resultado da depuración
Probouse que o conversor de frecuencia vectorial de alto rendemento da serie KD600 pode cumprir plenamente os requisitos do control do fuso da máquina-ferramenta. O KD600 adopta o principal modo de control vectorial sen PG, que pode emitir suavemente o 150% de torque mesmo en operacións de baixa velocidade (baixa frecuencia) para satisfacer as necesidades de procesamento de diferentes pezas, e pode substituír completamente a estrutura tradicional do eixo de rolamento e este eixo. a estrutura é sinxela, compacta e pode conseguir unha verdadeira regulación de velocidade continua. A velocidade deste eixo está controlada por un sinal analóxico externo para controlar a frecuencia de saída en diferentes procesos de procesamento (por exemplo, desbaste, acabado, etc.) precisa de velocidade diferente, neste momento, o sistema de control numérico pode emitir diferentes sinais de tensión analóxica para o inversor para acadar diferentes velocidades, e o sinal de inicio e parada tamén está controlado polo sistema de control numérico, o que mellora o grao de automatización e prolonga a vida útil da ferramenta.

Hora de publicación: 17-novembro-2023